Qu'est-ce qu'un pétrin en caoutchouc et comment est-il structuré
Un pétrin en caoutchouc - également appelé mélangeur interne ou malaxeur de type banbury - est un malaxeur fermé à haute intensité utilisé pour mélanger le caoutchouc brut avec des additifs tels que du noir de carbone, du soufre, des accélérateurs, des plastifiants et des huiles de traitement. Contrairement aux broyeurs ouverts, le malaxeur de caoutchouc effectue le mélange à l'intérieur d'une chambre scellée, ce qui réduit considérablement la perte de matière, améliore l'uniformité de la dispersion et permet le traitement de composés sensibles à la température.
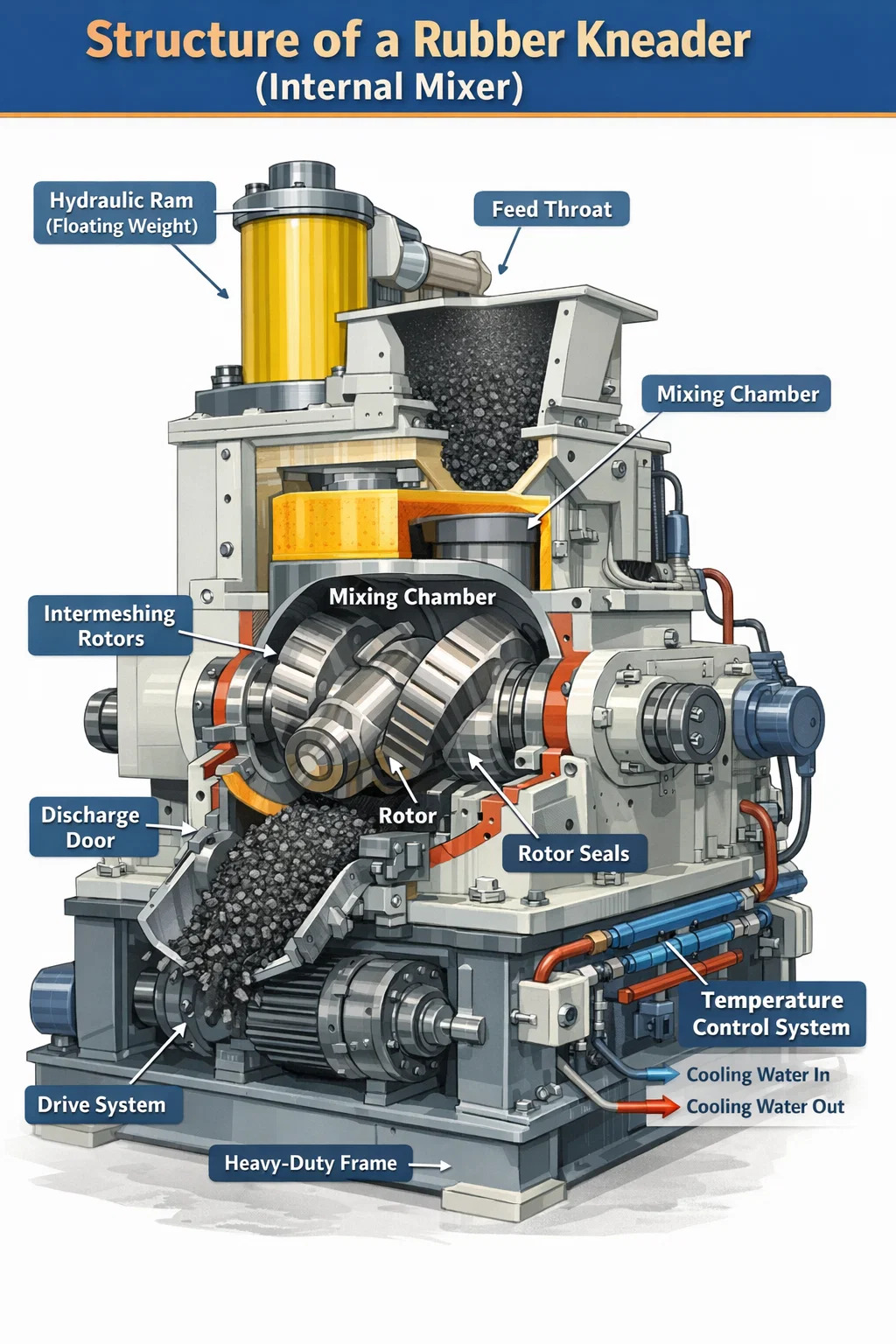
La structure centrale d'un malaxeur de caoutchouc se compose de six systèmes principaux : la chambre de mélange, les rotors, le vérin hydraulique (poids flottant), le mécanisme de la porte de déchargement, le système de contrôle de la température et le système d'entraînement. Chacun joue un rôle mécanique distinct, et comprendre comment ils interagissent révèle pourquoi les malaxeurs internes sont devenus la norme de l'industrie pour les mélanges de caoutchouc dans la fabrication de pneus, de joints d'étanchéité, de flexibles et d'articles techniques en caoutchouc.
Le corps de la machine lui-même est généralement construit en acier moulé à haute résistance ou en tôle d'acier fabriquée, avec des surfaces internes trempées ou revêtues d'un alliage résistant à l'usure pour résister aux énormes forces mécaniques générées lors du mélange – dépassant souvent 500 kN dans les machines de grande capacité.
La chambre de mélange : le cœur du pétrin à caoutchouc
La chambre de mélange est l’espace clos où se déroule toute la préparation. Il s'agit d'une cavité en forme de huit usinée selon des tolérances extrêmement serrées, conçue pour loger deux rotors contrarotatifs. Le profil interne de la chambre n'est pas circulaire : ses parois sont profilées pour compléter la géométrie du rotor, garantissant que la masse de caoutchouc est continuellement pliée, cisaillée et réexposée aux surfaces du rotor.
Le volume de la chambre est l’une des principales spécifications utilisées pour classer les pétrins à caoutchouc. Les machines à l'échelle du laboratoire peuvent avoir des volumes de chambre aussi petits que 0,3 litre, tandis que les mélangeurs internes de qualité production utilisés dans les usines de pneus peuvent dépasser 650 litres. Les tailles industrielles courantes vont de 20 L à 270 L, avec des facteurs de remplissage (le rapport entre le poids de la charge de caoutchouc et le volume de la chambre) généralement compris entre 0,6 et 0,75.
Les parois de la chambre intègrent un vaste réseau de canaux de refroidissement et de chauffage internes . Dans les pétrins à caoutchouc modernes, ces canaux sont percés directement à travers le corps de la chambre et connectés à un système de contrôle de la température en boucle fermée. Une gestion thermique précise est essentielle : la viscosité du caoutchouc, l'efficacité de la dispersion et la qualité du composé dépendent toutes du maintien de la température du lot dans une fenêtre définie, souvent entre 70°C et 160°C selon la formulation.
La chambre est divisée en deux moitiés – un corps supérieur et un corps inférieur – boulonnées ensemble. La moitié inférieure contient la charnière de la porte de déchargement. Cette construction divisée permet l'accès pour l'inspection, le nettoyage et le remplacement du revêtement. Les revêtements de chambre en acier trempé (généralement avec des valeurs de dureté de surface de 58 à 62 HRC) protègent le corps structurel de la chambre des composés de caoutchouc abrasifs et peuvent être remplacés indépendamment sans démonter l'ensemble de la machine.
Rotors : l'élément déterminant de la conception des pétrins en caoutchouc
Les rotors sont les éléments mécaniques qui effectuent réellement le travail de mélange à l'intérieur de la chambre. Dans un pétrin en caoutchouc, deux rotors tournent dans des directions opposées à un rapport de vitesse fixe , généralement 1 : 1,1 ou 1 : 1,2, créant une vitesse de rotor différentielle qui génère une contrainte de cisaillement intense au point de pincement entre les rotors et entre chaque rotor et la paroi de la chambre.
La géométrie du rotor est l’un des aspects les plus sophistiqués d’un mélangeur interne. Il existe trois principaux types de rotors utilisés dans les pétrins à caoutchouc modernes :
- Rotors à deux ailes (elliptiques) : La conception originale, caractérisée par deux pales hélicoïdales torsadées le long de l'arbre du rotor. Ceux-ci génèrent des forces de cisaillement élevées et conviennent aux composés difficiles à mélanger, aux mélanges maîtres de noir de carbone et aux caoutchoucs à haute viscosité tels que le caoutchouc naturel (NR) et l'EPDM. Le jeu de pointe entre l'aile du rotor et la paroi de la chambre est généralement de 2 à 6 mm.
- Rotors à quatre ailes : Développé pour améliorer simultanément le mélange dispersif et distributif. Les ailes supplémentaires augmentent la fréquence de pliage et de réorientation du matériau par tour, permettant une incorporation plus rapide des charges. Les rotors à quatre ailes sont désormais la norme dans les lignes de mélange de composés de pneus à haute production.
- Rotors à six ailes (ou multi-ailes) : Utilisé dans les applications nécessitant une dispersion de charge exceptionnellement fine, telles que les composés de pneus à base de silice où l'efficacité du couplage au silane est essentielle. Ces rotors produisent un mélange plus doux et plus réparti avec des températures maximales plus basses.
Les arbres du rotor sont creux et reliés au système de contrôle de la température, permettant au liquide de refroidissement ou à la vapeur de circuler à l'intérieur. Ce refroidissement interne du rotor est essentiel dans les opérations de mélange à grande vitesse où la génération de chaleur par friction peut provoquer une vulcanisation prématurée (brûlure) du composé. La vitesse de surface du rotor dans les pétrins de production varie généralement de 20 à 80 tr/min , avec certaines machines à vitesse variable capables de fonctionner sur cette plage complète au sein d'un seul cycle de mélange.
Les rotors sont soutenus aux deux extrémités par des roulements à rouleaux antifriction robustes logés dans les châssis latéraux de la machine. Le système de roulements doit supporter à la fois les charges radiales provenant de la pression du composé de caoutchouc et les charges de poussée axiales générées par les ailes hélicoïdales du rotor. Les ensembles de roulements dans les grands pétrins sont également généralement refroidis à l'eau, car la chaleur de friction au niveau des sièges de roulement réduirait autrement considérablement leur durée de vie.
Système d'étanchéité du rotor
Lorsque les arbres du rotor sortent de la chambre de mélange par les parois latérales, un système d'étanchéité empêche le composé de caoutchouc de s'échapper le long de l'arbre. Il s’agit techniquement de l’un des domaines les plus difficiles de la conception d’un pétrin à caoutchouc. Le joint doit contenir du caoutchouc à des pressions allant jusqu'à 0,5 à 1,0 MPa pendant que l'arbre tourne à grande vitesse, tandis que l'intérieur de la chambre est à des températures élevées.
La plupart des pétrins en caoutchouc modernes utilisent l'un des deux dispositifs d'étanchéité suivants :
- Joints à labyrinthe avec garniture en caoutchouc : Un series of machined grooves and ridges create a tortuous path that resists compound flow. Combined with compressed rubber packing rings, this arrangement provides effective sealing for most production compounds. Packing replacement is a routine maintenance task performed every few hundred operating hours.
- Garnitures mécaniques : Utilisé dans des machines et des applications haut de gamme avec des exigences strictes en matière de contamination. Une face d'étanchéité rotative pressée contre un siège fixe constitue une barrière positive. Ces joints peuvent être refroidis par air ou par eau et offrent des intervalles d'entretien plus longs que les joints à garniture.
Le vérin hydraulique (poids flottant) : contrôle de la pression au-dessus du composé
Directement au-dessus de la chambre de mélange se trouve le vérin supérieur, communément appelé poids flottant ou vérin hydraulique. Il s'agit d'un bloc solide en acier ou en fonte ductile façonné pour s'adapter à l'intérieur de la gorge d'alimentation de la chambre. Sa fonction est de sceller le haut de la chambre de mélange une fois le matériau chargé et d'appliquer une pression vers le bas sur le lot de caoutchouc pendant le mélange.
La pression du bélier est l’une des variables de processus les plus importantes dans le fonctionnement du malaxeur de caoutchouc. Une pression dynamique plus élevée force le mélange de caoutchouc à entrer en contact plus étroit avec les rotors, augmentant ainsi l'intensité du cisaillement et améliorant la dispersion. Cependant, une pression excessive accélère l’usure du rotor et du revêtement de la chambre. Les pressions dynamiques dans les machines de production varient généralement de 0,2 à 0,8 MPa, appliquées via un vérin hydraulique monté au-dessus de la gorge d'alimentation.
Le vérin est guidé par un cylindre à gorge vertical – un passage usiné avec précision qui maintient le vérin centré et empêche tout mouvement latéral sous une pression composée. Un joint anti-poussière au fond de la gorge empêche le caoutchouc de migrer autour du corps du vérin. Le bélier lui-même est souvent creusé et connecté au circuit d’eau de refroidissement pour gérer l’absorption de chaleur du caoutchouc situé en dessous.
Le vérin hydraulique qui actionne le vérin est monté sur un châssis pivotant au-dessus du corps de la machine, lui permettant de se dégager lorsque le couvercle de la gorge d'alimentation est ouvert pour le chargement. Sur les lignes de production automatisées, le cycle du vérin est contrôlé par le programme de mélange : il monte automatiquement lorsque la porte de décharge s'ouvre pour libérer le lot, et descend et se verrouille immédiatement après le chargement de la charge suivante.
Dans certaines conceptions de malaxeurs de caoutchouc plus récentes, en particulier celles utilisées pour le mélange silice-silane, la pression du piston est modulée de manière dynamique pendant le cycle de mélange - réduisant temporairement la pression pendant l'étape de réaction de silanisation pour éviter une surchauffe, puis l'augmentant à nouveau pour la dispersion finale. Cela nécessite un système de valves hydrauliques proportionnelles intégré à l'unité de commande de la machine.
Mécanisme de porte de décharge : libération du lot mélangé
La porte de décharge constitue le fond de la chambre de mélange. Une fois le mélange terminé, cette porte s'ouvre vers le bas (ou pivote d'un côté, selon la conception) pour libérer le lot de caoutchouc fini par gravité dans un dispositif en aval - généralement un broyeur ouvert, une extrudeuse à double vis ou un convoyeur de refroidissement par lots.
La porte est actionnée par un vérin hydraulique et son mécanisme de verrouillage doit résister à la pleine pression interne de la chambre pendant le mélange sans déviation. Même une légère flexion de la porte peut permettre au caoutchouc de s'extruder dans la zone du joint de la porte, accélérant ainsi l'usure et provoquant une contamination. Les pétrins en caoutchouc de haute qualité utilisent plusieurs boulons de verrouillage ou un mécanisme de verrouillage à came qui répartit uniformément la force de serrage sur le périmètre de la porte.
La face de la porte (la surface qui entre en contact avec le composé de caoutchouc) est généralement recouverte d'une plaque d'usure durcie, remplaçable indépendamment. Le corps de la porte intègre des canaux de refroidissement connectés au même circuit que les parois de la chambre. Une bague d'étanchéité en caoutchouc ou en élastomère entoure le périmètre de la porte pour empêcher les fuites de composé à l'interface chambre/porte. Ce joint est un consommable remplacé lors de l'entretien programmé.
Le temps d'ouverture de la porte de décharge est un paramètre du processus : une ouverture plus rapide réduit le temps pendant lequel le composé est exposé à la chaleur après la fin du mélange, ce qui est critique pour les composés sensibles à la température contenant des agents de vulcanisation pré-dispersés. Dans les lignes de production à grande vitesse, l'ouverture de la porte et le dépôt du lot sont terminés en 3 à 5 secondes pour maintenir le débit.
Système de contrôle de la température : gestion de la chaleur dans tout le malaxeur de caoutchouc
La gestion de la température n’est pas facultative dans le fonctionnement du malaxeur de caoutchouc : c’est une exigence fondamentale pour la qualité du composé et la répétabilité du processus. Le système de contrôle de la température comprend trois zones d'échange thermique : les parois de la chambre, les corps du rotor et le vérin. Chaque zone peut être contrôlée indépendamment.
La plupart des pétrins de caoutchouc de production utilisent une unité de contrôle de la température de l'eau (TCU) en boucle fermée qui fait circuler de l'eau tempérée dans les trois zones. Le TCU peut chauffer l'eau à l'aide de radiateurs électriques ou par injection de vapeur et la refroidir à l'aide d'un échangeur de chaleur connecté à l'alimentation en eau glacée de l'installation. Les températures cibles de l’eau varient selon l’étape du processus :
- Étape de préchauffage : eau à 60–90 °C pour amener la chambre à température de fonctionnement avant le premier lot du quart de travail
- Étape de mélange : eau de refroidissement de 20 à 40 °C pour absorber la chaleur de friction et éviter la surchauffe du composé
- Étape de nettoyage : rinçage à l'eau chaude ou à la vapeur pour ramollir le composé résiduel et faciliter son élimination
La température du composé est surveillée par des thermocouples ou des capteurs infrarouges montés dans la paroi de la chambre. Retour d'information sur la température du composé en temps réel est utilisé par le système de contrôle de la machine pour ajuster la vitesse du rotor, la pression du vérin et le débit du liquide de refroidissement afin de maintenir le lot dans les spécifications. Dans certains systèmes avancés de malaxage du caoutchouc, le mélange s'arrête automatiquement lorsque la température du composé atteint un point de consigne plutôt qu'après un cycle de temps fixe. Ce que l'on appelle le déversement à température contrôlée est plus cohérent que le déversement à contrôle de temps et réduit la variabilité d'un lot à l'autre.
Détails du circuit de refroidissement du rotor et de la chambre
À l'intérieur de chaque rotor creux, le circuit de liquide de refroidissement suit généralement un motif en spirale ou en alésage qui maximise la surface de contact. Les raccords tournants (également appelés joints tournants) situés aux extrémités de l'arbre du rotor relient les tuyaux d'alimentation en liquide de refroidissement fixes à l'intérieur du rotor rotatif sans fuite. Il s'agit de composants de précision qui nécessitent une inspection et un remplacement périodiques à mesure que leurs joints internes s'usent.
Les canaux de refroidissement des parois de la chambre sont percés selon un motif en serpentin à travers le bloc de chambre, généralement à un espacement de 30 à 50 mm de centre à centre. Le débit du liquide de refroidissement à travers ces canaux est conçu pour atteindre une capacité d'évacuation de la chaleur suffisante pour la puissance nominale de la machine — pour un malaxeur de 270 L équipé d'un moteur d'entraînement de 2 000 kW, le système de refroidissement doit être capable d'évacuer au moins 1,5 à 2,0 MW d'énergie thermique en continu.
Système d'entraînement : transmission de puissance aux rotors
Le système d'entraînement d'un pétrin à caoutchouc se compose du moteur électrique, du réducteur de vitesse (boîte de vitesses) et de l'engrenage qui entraîne les deux rotors. Étant donné que les rotors doivent tourner à un rapport de vitesse fixe les uns par rapport aux autres, ils sont couplés via un ensemble d'engrenages imbriqués – les engrenages de distribution – qui assurent la synchronisation quelles que soient les variations de charge.
Le moteur d'entraînement principal est presque universellement un moteur à induction AC avec commande d'entraînement à fréquence variable (VFD) dans les machines modernes. La capacité de vitesse variable est essentielle pour optimiser le mélange à différentes étapes d'un cycle composé - par exemple, fonctionner à basse vitesse lors de la répartition initiale de la balle pour éviter de surcharger le moteur, puis accélérer jusqu'à la vitesse maximale pour l'incorporation de la charge. La puissance du moteur dans la production des pétrins en caoutchouc varie en fonction du volume de la chambre :
| Volume de la chambre (L) | Puissance moteur typique (kW) | Plage de vitesse du rotor (tr/min) | Application commune |
|---|---|---|---|
| 20-40 | 110-250 | 20-60 | Petits lots, composés spéciaux |
| 75-120 | 500-900 | 20-70 | Pneu de taille moyenne et caoutchouc industriel |
| 200-270 | 1 500 à 2 500 | 20-80 | Composé de bande de roulement de pneu en grand volume |
| 400-650 | 3 000 à 5 000 | 15-60 | Production de mélanges maîtres de pneus à grande échelle |
La boîte de vitesses (réducteur de vitesse) réduit la vitesse du moteur jusqu'à la vitesse de fonctionnement du rotor tout en multipliant le couple. Dans un pétrin à caoutchouc, la boîte de vitesses doit gérer un couple extrêmement élevé : pour un moteur de 2 000 kW faisant tourner les rotors à 40 tr/min, le couple au niveau de l'arbre du rotor peut dépasser 500 000 N·m. La boîte de vitesses est généralement un agencement à arbres parallèles ou à angle droit avec des engrenages hélicoïdaux carburés et rectifiés, logés dans un boîtier robuste en fonte ou en acier fabriqué avec lubrification à alimentation forcée.
Un flexible coupling between the motor and gearbox absorbs shock loads during bale breakdown — the impact when a rotor strikes a cold rubber bale can cause instantaneous torque spikes two to three times the rated operating torque. Without a flexible coupling, these spikes would be transmitted directly to the gearbox and motor shaft, causing premature fatigue failure.
Gorge d'alimentation et système de chargement
La gorge d'alimentation est le passage vertical au-dessus de la chambre de mélange à travers lequel le caoutchouc et les additifs sont chargés. En fonctionnement manuel, les balles de caoutchouc et les additifs pesés sont déposés dans la gorge par les opérateurs ou le convoyeur. Dans les lignes de mélange automatisées, la gorge d'alimentation est équipée d'un plateau basculant ou d'un dispositif d'assistance pneumatique pour pousser les matériaux vers le bas dans la chambre contre la résistance des rotors.
Les dimensions de l'ouverture de la gorge sont conçues pour accepter des tailles de balles de caoutchouc standard : un malaxeur de 270 L a généralement une ouverture de gorge d'environ 600 mm × 400 mm. Un cache-poussière ou un rabat pivotant ferme la gorge après le chargement pour contenir la poussière et les fumées pendant le mélange. Certaines machines intègrent également un port d'extraction des fumées dans le couvercle de la gorge relié à un système de ventilation central – ceci est particulièrement important lors du mélange de composés contenant du noir de carbone, du soufre ou des huiles de traitement volatiles.
L'injection d'ingrédients liquides - pour les huiles de traitement, les silanes liquides ou les additifs spéciaux - se fait souvent via des ports installés directement dans la paroi de la chambre ou à travers le corps du vérin. Ces buses d'injection doivent être conçues pour résister à la pression et à la température de la chambre tout en fournissant des volumes dosés avec précision, généralement contrôlés par des systèmes de dosage à pompe à engrenages intégrés au programme de mélange.
Châssis de machine et composants structurels
L'ensemble du malaxeur de caoutchouc est monté sur un châssis de base structurel lourd fabriqué à partir de tôles d'acier épaisses ou de pièces moulées. Ce cadre absorbe les forces de réaction du processus de mélange et les transmet à la fondation. Les forces impliquées sont importantes : un grand malaxeur de production génère des forces de séparation des rotors (la force qui sépare les rotors en raison de la pression du caoutchouc) qui peuvent atteindre plusieurs centaines de kilonewtons lors des charges de mélange maximales.
Les deux cadres latéraux, un de chaque côté de la chambre de mélange, portent les roulements du rotor et assurent la liaison structurelle entre la chambre et la base. Ce sont souvent les composants les plus sollicités de la machine et sont fabriqués en fonte nodulaire ou en acier de gros calibre avec des rayons de congé généreux pour réduire la concentration des contraintes.
Les supports d'isolation des vibrations entre le châssis du malaxeur et les fondations du bâtiment sont standard sur les installations modernes. Un grand malaxeur de caoutchouc entièrement chargé pendant la rupture des balles génère des vibrations importantes. Sans isolation, celles-ci peuvent se transmettre à la structure du bâtiment et affecter les instruments à proximité ou provoquer des fissures de fatigue dans les boulons d'ancrage au fil du temps.
Système de contrôle et instrumentation dans les malaxeurs de caoutchouc modernes
Les pétrins à caoutchouc contemporains sont équipés de systèmes de contrôle basés sur PLC qui gèrent automatiquement l’ensemble du cycle de mélange. Le système de contrôle surveille et enregistre un flux continu de données de processus :
- Température du composé (mesurée via un thermocouple de paroi de chambre ou un pyromètre infrarouge dirigé vers le composé via un port de visée)
- Vitesse du rotor (tr/min), réglable en continu par le VFD
- La consommation de courant du moteur, qui est proportionnelle à la viscosité du composé et sert de mesure indirecte de l'apport d'énergie de mélange
- Apport d'énergie spécifique (kWh/kg), accumulé tout au long du cycle de mélange
- Position et pression du vérin
- Températures d'entrée et de sortie du liquide de refroidissement pour chaque zone de refroidissement
- Position de la porte de déchargement (verrouillage ouvert/fermé)
L'apport d'énergie spécifique est sans doute l'indicateur le plus fiable de l'exhaustivité du mélange. pour de nombreux composés de caoutchouc, la dispersion du noir de carbone, par exemple, est étroitement corrélée à l'apport d'énergie cumulé par kilogramme de composé plutôt qu'au temps seul. Les commandes modernes des malaxeurs de caoutchouc permettent de définir les programmes de mélange en fonction du point final énergétique plutôt que du point final temporel, ce qui compense automatiquement les variations de viscosité des matières premières entre les lots.
Unll batch data is logged to a database for quality traceability. Integration with Manufacturing Execution Systems (MES) allows each batch record to be linked to raw material lot numbers, operator ID, and downstream compound test results, enabling root-cause analysis when quality deviations occur.
Principales différences structurelles entre les types de pétrins en caoutchouc
Tous les pétrins à caoutchouc ne partagent pas des configurations structurelles identiques. Plusieurs variantes de conception existent pour répondre aux différentes exigences de production :
Pétrisseurs à rotor tangentiel ou à rotor engrenant
Dans un pétrin à rotor tangentiel (la conception classique de Banbury), les deux rotors tournent sur des trajectoires circulaires séparées et tangentes l'une à l'autre — les ailes du rotor ne s'emboîtent pas. Cela crée une grande zone de mélange entre les rotors où se produit un cisaillement intense, ce qui rend les malaxeurs tangentiels très efficaces pour le mélange dispersif des charges renforçantes. La majorité des mélangeurs internes de production dans le monde utilisent des rotors tangentiels.
Dans un malaxeur à rotors engrenés (comme la série GK de HF Mixing ou la série F de Farrel Pomini), les rotors sont positionnés plus près les uns des autres et leurs ailes se chevauchent et s'entremêlent lorsqu'elles tournent – un concept similaire à celui d'une extrudeuse à double vis mais avec des vols beaucoup plus courts et plus épais. Cette conception génère un modèle d'écoulement nettement différent, produisant un meilleur mélange distributif et des températures de composé plus basses, au prix d'une intensité de mélange dispersif légèrement inférieure. Les malaxeurs à maillage sont préférés pour le caoutchouc de silicone sensible à la chaleur, les fluoroélastomères et les composés pour lesquels le contrôle de la température est primordial.
Pétrisseurs à décharge inversée
Certains modèles de malaxeurs de caoutchouc, en particulier ceux utilisés dans les lignes de traitement continue ou semi-continue, ne déchargent pas par une porte inférieure mais en inclinant l'ensemble de la chambre de mélange de sorte que l'ouverture de la chambre soit tournée vers le bas et que le composé tombe. Cette conception de déchargement à l'envers permet une libération plus rapide des lots et une intégration plus facile avec l'équipement de traitement en aval positionné directement sous le malaxeur. L'implication structurelle est un châssis de machine nettement plus complexe avec un mécanisme d'inclinaison et un système de verrouillage hydraulique.
Pétrisseurs à dessus ouvert (lame Sigma) et pétrins fermés de type Banbury
Il convient de noter que dans certains contextes industriels, le terme « pétrin en caoutchouc » fait également référence aux pétrins par lots à lame en Z ou à lame sigma – des machines ouvertes en forme d'auge avec deux lames sigma ou en forme de Z contrarotatives. Ceux-ci sont structurellement très différents du mélangeur interne fermé décrit tout au long de cet article. Les pétrins à lame Sigma ne disposent pas d'un vérin ni d'un système d'étanchéité, fonctionnent à pression atmosphérique et sont plus couramment utilisés pour le mélange de caoutchouc de silicone, les élastomères thermoplastiques et la préparation d'adhésifs plutôt que pour les composés de caoutchouc à haute charge.
Pièces d'usure et éléments structurels critiques pour la maintenance
Comprendre la structure d'un pétrin à caoutchouc, c'est aussi savoir quels composants s'usent et nécessitent un remplacement périodique. Les principales pièces d'usure sont :
- Conseils sur les rotors : Les extrémités des ailes subissent les contraintes de contact les plus élevées avec la paroi de la chambre. Dans certaines conceptions, les pointes du rotor sont recouvertes d'un revêtement de soudure dur qui peut être réappliqué sur site. Dans d'autres, le rotor entier est remplacé lorsque l'usure de la pointe dépasse la tolérance, généralement lorsque le jeu entre la pointe et la paroi est passé de sa valeur nominale (2 à 5 mm) à plus de 8 à 10 mm, auquel cas l'efficacité du mélange se dégrade de manière mesurable.
- Revêtements de chambre : Les sections de revêtement mural sont des plaques d'usure remplaçables, généralement de 30 à 50 mm d'épaisseur, boulonnées ou frettées dans le corps de la chambre. La durée de vie varie de quelques mois dans les applications de composés abrasifs à plusieurs années en service léger.
- Joints d'extrémité de rotor (emballage) : Remplacé toutes les 300 à 1 000 heures de fonctionnement en fonction du type de composé et de la vitesse du rotor. Le remplacement différé de la garniture entraîne une contamination complexe de la zone du roulement et une usure considérablement accélérée du roulement.
- Joint de porte de déchargement : Le joint périmétrique en élastomère de la porte de déchargement est remplacé lors des arrêts programmés, généralement tous les 3 à 6 mois en production continue.
- Raccords tournants sur circuits de refroidissement rotor : Inspecté et reconstruit chaque année dans la plupart des installations, car l'usure des joints de ces composants peut provoquer la pénétration de liquide de refroidissement dans les boîtiers de roulements.
Les intervalles de maintenance prévus pour les malaxeurs de caoutchouc dans les installations de production de pneus sont généralement structurés autour de quarts de production de 8 heures, avec des inspections mineures à chaque quart de travail, des contrôles intermédiaires chaque semaine et des révisions majeures chaque année ou toutes les 5 000 à 8 000 heures de fonctionnement. Un pétrin à caoutchouc de 270 L bien entretenu peut atteindre une disponibilité mécanique supérieure à 95 % en fonctionnement continu en trois équipes.